Katherine Van Adzin: Let’s talk about zero-punch-list projects!
Hal Macomber: Let’s begin this discussion by establishing Lean as an operating strategy that gives preference to flow efficiency over resource efficiency through continuous improvement that results in building the competence of people. If you’re giving preference to flow efficiency, anything that would interrupt flow is something that you want to attack. An “oops” anywhere along the way requires you to either stop and fix it or somebody needs to go find that you made a mistake someplace on your project and then you have to repair it. In all cases, something that we call a “punch list” item is a failure demand. [Ed. note: “failure demand” refers to a demand on someone’s time resulting from a failure of some kind.]
It’s not unusual on a $15 million job to have 500 punch list items. It’s worth noting, people confuse punch lists with work lists. A punch list is addressing some variance to the standard. It was either originally done that way or after the work was performed correctly, following work came along and messed it up.
Punch list items live in the world of “oops”—either originally we made a mistake, or after the fact somebody didn’t take good care of the prior person’s work. But when you see punch lists, you see a whole bunch of other stuff on them. And the other stuff that needs to be taken care of is called a work list or work to complete list.
KV: What’s the difference between a punch list and a work list?
HM: In the case of a punch list, there was a mistake. In the case of a work list, it’s generally a planning failure. Maybe we didn’t order the parts, or a constraint wasn’t removed.
Let’s use the case of a work list. If I am the electrician and I’m going through the room putting trim kits on the lights and putting cover plates on all the boxes, and I don’t have a cover plate, I now have another trip to that room at some point in time. So we weren’t able to start and finish that room, and in other words, we broke the flow. We got blocked in terms of doing our work. Now, if we’re smart, in that moment the electrician puts the cover plates on the work list and he tells the area superintendent that he’s coming back to put the plates on.
In the case of punch list items, let’s say it was a spot in the paint, you are going to paint the wall again. In both cases, there is failure demand, work list and punch list items arise from failure demand and in both cases, you break flow.
Typically, these go-backs are a process issue rather than a people issue. Work list items are usually planning failures. Someone didn’t plan to do the work that day, or we didn’t plan that things would be done that quickly, and so we are filling in the rest of the day with things that aren’t quite ready. Which means we have to come back again. Work list items tend to arise from planning failure. Punch list items tend to arise from work process failures—how people go about the steps of the process. And in both cases, the planning process wasn’t capable or the performing process wasn’t capable.
KV: What other problems can contribute to punch lists?
HM: A good portion of punch list items result from not knowing what the acceptance criteria are. Typically, plumbers, masons, etc. are introduced very early to these criteria and by the time they are journeymen, they have practiced it a lot. So they can do that work to the general expectations of good workmanship.
In the case of something that wasn’t done right the first time, you can prevent that by always having inspections the first time a certain task is done. Suffolk Construction calls that establishing a benchmark. You find out the first time work is completed what is acceptable to the architect or not. And you set the benchmark and then everybody who is going to perform work in that flow unit references that room for a visual standard. Now it depends on the project, but if you have eighty-four rooms and you benchmark the first one, you can avoid all the mistakes you made on the first one in the eighty-three additional units. So it’s possible that you could build eighty-three units without rework associated with standard.
What about people who make scuff marks on the wall after it was painted? You need to help people protect each other’s work but those items you can’t prevent from the beginning. You have to change the dynamic in the group. Get people to treat each other’s work with respect, treat each other as customers and ensure that you are not going to make work for other people, just like you don’t want other people to make work for you.
On Last Planner® projects, we do that from the start. The next person in line is your customer. From the very first ten minutes of onboarding trade partner foremen, we are talking to them about the fact that their customers are the people sitting to the right and left of them. That process leads to far fewer damages to other people’s work.
KV: And what about work lists?
HM: Work lists are a little different. Sometimes a crew will go into a space knowing that they don’t have everything they need but they’re going to get something done and then they get mobilized someplace else. So what you should do each time one of these things happens is to ask what was wrong with the planning, what was wrong with the logistics or mobilization, and do a “5 Whys.”
One of the interesting things is that if a procurement was held up because a submittal took too long to get approved by the architect, engineer and owner, the likelihood that the next submittal that goes through the process will also be late could be very high. So what you will see is systemic patterns. If you go look, you’ll see systemic patterns. If you can catch this stuff early, then you can find where these problems exist at the system level versus at an individual level. Now we have practices for eliminating or minimizing punch lists. We also have practices for eliminating work lists.
KV: So how do we incorporate it into the Last Planner System® and Touchplan?
HM: A lot of work list items go away with really good make-ready planning actions. I always ask my client organization to assign the make-ready planning responsibility to a single person. Not that that individual has to remove the barriers on every item, but it’s the person who is going to get promises from whomever to remove the constraints. So if I am a junior project manager or second- or third-year project engineer, I might not know enough to eliminate the constraints. But if I can get a promise from someone, a whole bunch of constraints go away. And if I can get a promise from somebody else, a whole bunch more go away. So my job in terms of make-ready planning is to get the commitment so that by the time we want to do the job, the materials and specifications and all that stuff is in place and we can just do the work. The work is ready to be started and finished.
Let’s continue with work lists for a second here. You won’t get the architect or engineer to establish a benchmark with you if you are unreliable about when you are going to do the work. So, use the Last Planner System® in a way that the benchmarks that you are establishing are all identified on your plan. And you can set it so that establishing a benchmark is a constraint to doing every additional copy of that work. So if you have twenty-five bathrooms, and the first one is benchmarked, you can’t work on the second one—let alone on the twenty-fourth—until you have the benchmark on the first bathroom.
KV: And what about punch lists?
HM: If you wait until a floor has enough finished work to call an architect or engineer out to punch the floor, you will to have repeat punch items. If someone took a shortcut, they probably didn’t take it once. They probably took it as many times as they had to do that task.
So you don’t want to do large-batch punch lists. You want to do daily punch lists. You want to do morning and afternoon punch lists. As fast as you can, you want to learn what’s acceptable and what’s not acceptable.
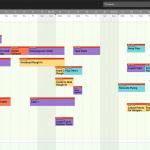
A transparent way of managing all of this is to create a swim lane for the jobsite office work. For example, hanging the door is part of an exam room which is the flow you need, an exam room takt plan. But there is a linkage in that takt plan to an item that exists in a different swim lane called “witness, inspect and establish benchmark” for all future door hanging. It exists in a separate plan.
When you look at your plan, let’s say it’s the second floor east and there are forty-three of those doors. And the second floor east is right before second floor central, so door one got to go first and there’s a jobsite management swim lane as opposed to the flow unit swim lane. But in the jobsite management lane, you put all this work there and you create linkages to the value-added steps in flow units.
There are a couple of things that are great about doing that. Number one, everybody sees all of the plan. There is no surprise. The plumber sees, oh the architect is going to be out here tomorrow. They’re doing an inspection of the first unit. He can say, “I want to talk to the architect. Let him know that I want to talk to him.” We use the expression “radiate the information”—you don’t want people to study a plan to understand what’s going on. Have it pop out at them. So a great way of popping information out is to put in a swim lane and have it be different colors. This provides linkage directly to the item where it is happening. All that stuff enhances the visual ability to communicate information without reading it.
Put all of your constraints in your jobsite management swim lane. They don’t just appear randomly on the board—they appear in that swim lane with the linkage directly to the work item that needs it.
KV: What do you think is the biggest misconception about zero-punch-list projects?
HM: Often people think that a zero-punch-list project means that you punch as you go so that when you get to the certificate of occupancy, you’re done. But that’s not what we mean by zero-punch-list project. We mean you didn’t have anything to punch in the first place.
For more Lean Training, register here for Touchplan’s upcoming webinar.