(By George Hunt, Lead – Pre-Sales/Sales Engineering Touchplan) While we are specifically talking about Takt planning in this post, it is important to realize that the idea of planning production to a set pace is not a new concept in construction. The Empire State Building, for example, was constructed using a schedule that closely resembles a “Line of Balance” schedule, outlining the pace that was necessary for on-site activities as well as fabrication and design. The success of pacing production was demonstrated all the way back in 1930!
In our last post, we took you through the basic steps to develop a Takt plan. This week, we are going to look at some of the nuances and unique scenarios that arise when Takt planning in construction.
Defining the Standard TAKT Unit & Relevant Terms
In order to measure the flow on our construction projects, we look at the work a little differently. This includes the standard units that we use to measure how well the work is flowing. Aside from the difference in units, there are a number of other key terms that help us better understand how we are looking at our work.
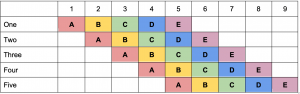
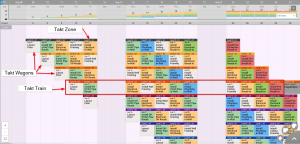
- Takt Zones – The standard areas of production that we define to provide the geographic location of the work. The idea is that the trades will move through these zones at the same pace.
- Takt Wagons – These are the standard flow units in Takt. A wagon consists of a specific scope of work that is to be done within the given amount of time (Takt time).
- Takt Trains – These are the series of Takt wagons that will flow through a given Takt Zone
- Takt Time – This is the amount of time that we use to set our beat or pace on the job. This is the standard duration that each Takt wagon has. For example, in a 3 day Takt, each wagon will consist of a scope of work that is done within 3 days.
Use Buffers to Combat Variation in Construction
On our construction projects, we know that things are going to happen that will affect our work and cause us to replan. That is where buffers come in. Buffers are strategically placed within our process in order to combat the inevitable variation that happens on our jobs and allow us to keep the overall flow.
- Time Buffers – Extra time that is added to the process in order to account for possible variation and keep the Takt trains aligned.
- Inventory Buffers – Extra material or WIP (Work-in-process) that is maintained in order to accommodate variation in supply or workload.
- Capacity Buffers – Extra capacity that is carried (additional manpower) in order to respond to a variation in production. Workable backlog can also be used as a capacity buffer.
Takt Complements Last Planner System®
For those who already are using the Last Planner System®, Takt can work in a very complementary fashion. In our last post, we mentioned how teams can hold pull planning sessions to build out the sequence of work and establish what each trade thinks they need for crew size and duration. This information is critical in order to properly size Takt zones and level out the Takt wagons.
The make-ready process is one of the most critical when it comes to Takt. In order for us to keep the continual flow as planned, we need to make sure that there are no roadblocks or constraints that would prevent the team from starting or completing work. Ensuring crews, material, information, and the workspace are ready can mean the difference between continual flow and having to stop and replan work. MAKE YOUR WORK READY!
Keeping the commitments made in your weekly work plan meetings is another essential part of having continual flow. Your daily standup meetings continue to serve as the check-in for all of the last planners to report on any variances in planned work and help each other keep the flow moving day after day
So Why Use Takt In Construction?
By taking into account the four production laws, Takt planning is a very effective approach to building reliable plans that can produce amazing results on our construction projects.
Reach out to George to learn more about how Touchplan helps teams successfully embrace Takt planning and control.
For more examples of Takt utilized on construction projects please see the following case studies Working Harder to Add Essential Space and Collaboration to Maintain a Predictable Workflow.