(By Hal Macomber and George Hunt) Project teams have a tough job pursuing high productivity for workgroups while maintaining and improving flow on the job. Oftentimes in the pursuit to keep all of the resources on-site “busy”, we end up taking actions that hurt the overall project flow and ultimately create more problems. Niklas Modig and Par Ahlstrom do a good job of pointing to this paradox in This Is Lean, Resolving the Efficiency Paradox. In short, focusing on flow over-utilizing resources, actually makes it possible to free up more resources. For project-based production, the paradox is resolved by making work ready for people and people ready for work. Almost. Variation and high resource utilization on our projects combine to make this task difficult for our teams. George and I wrote about the compounding of variation with dependence two weeks ago. This week, we take on how high utilization in the presence of high variation leads to project delays and the actions and countermeasures we can take.
Production Science of Utilization
In the 1960s, Sir John Kingman created an equation that approximates waiting time (delay) as a function of variation, utilization and processing time. None of us are likely to use the equation in designing and managing a project phase production plan. Knowing how the variables interact, however, is quite important. Understanding the tradeoff between the three can significantly help us design our workflows to give us the results we want.
Consider rush-hour traffic. During that time there is high utilization of the available and fixed road capacity. We also experience two kinds of variation. We see people driving at different speeds (processing time) leading to other drivers changing lanes (arrival variation). We also see drivers entering and merging with traffic at different intervals (arrival variation). Since there is high dependence among the drivers, the variation compounds for those up the road, requiring them to slow down and sometimes stop. The same roadway at a less busy time of day, (lower capacity utilization) has far more ability to absorb the processing and arrival variation of the drivers.
It turns out that delay increases exponentially as capacity utilization and variation increases. Highway engineers use various countermeasures to minimize sources of variation. They pace arrivals at on-ramps with stop-and-go lights. They limit movement from the left-most lanes to minimize arrival variation from lane departures. They also post minimum speed limits for the left-most lanes.
Project Production System Implications
We have many sources of variation on our projects that amplify the severity of high utilization:
- Processing time varies from one crew to another as well as within crews.
- Crew sizes may vary from one day to the next as people take time off, get sick, or are assigned to different projects to handle emergent work.
- The workspace and conditions (weather) varies.
- The work itself varies.
- Without attention, the batch size varies.
- The start of work varies from week to week, depending on what the master schedule says.
- Quality varies, requiring rework.
- Material availability varies, requiring go-backs.
- Equipment reliability and availability vary.
Utilization increases as variation increases because the same people who are doing work need to respond to all of the variation. The technical term for this is a “mess.”
What Can We Do?
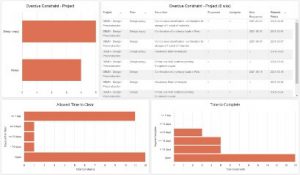
We can take two kinds of action: reduce sources of variation and adopt countermeasures for high utilization. Depending on the conditions of our projects, we may be able to do one more readily than the other. Our aim is to keep work flowing while maintaining good productivity. Starting with variation, making work ready for people and people ready for work is essential for eliminating the arrival class of variation. Couple that with making reliable promises between trade partners, and the impact of variation can begin to be controlled. High reliability of completions leads to high reliability of starting work as planned. Touchplan Insights helps with both. You see how well you are making work-ready with the constraints performance. And percent promises complete is prominently displayed.
We also need to accommodate for system variation. We do this principally with stand-by capacity coupled with workable backlog. Standby capacity lets a trade’s crews work at nearly 100% utilization knowing that the standby workers are ready to stop what they are doing, or never start doing something, to be available to crews for part of the day. What are they doing when they are not needed? They are doing work that isn’t needed in the current week, but is ready (unconstrained) AND doesn’t create a sequencing problem for the downstream trade, “the customer” of the work. This is called workable backlog. Workable backlog is identified for each trade every week during their weekly work planning conversation. The trade customer must agree to declaring future work as workable or it doesn’t go on the list.
The last countermeasure is to track units in place as compared to the crew size. This is done on a trade-by-trade basis. They’ll have targets for the promise period. Quickly identifying variances from those targets is essential. Have trades status their work just before or at the end-of-day stand-up meeting in the field. Share any variation that occured and take necessary follow-up action. Touchplan Go makes it easy to always have up-to-date status.
Making work flow is the senior goal for all production systems. Understanding how a high resource utilization relates to variation on our projects, and vice versa, is a great first step. As the authors of This Is Lean say in the title, there is usually a paradox between flow efficiency and resource efficiency. You now know how to resolve that paradox. The time to act is now!
If you missed last week’s post please read Bottlenecks Rule – Make It The Policy. Analytics can play a key role to help identify project delays and Touchplan Insights can help identify those challenges. Learn more by signing up for our webinar Using Real-Time Analytics to Maximize Productivity which will be taking place on June 22.